
更新时间:2025-04-08 01:02:58 浏览次数:36 公司名称:聊城 广顺物资 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 7 |
| 供货总量 | 1 |
| 运费说明 | 不等 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品品牌 | 广顺 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 品牌 | 广顺物资 |
| 产地 | 聊城 |
| 类型 | 无缝钢管 |
| 材质 | 20# |
| 可定制 | 是 |

| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 7 |
| 供货总量 | 1 |
| 运费说明 | 不等 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品品牌 | 广顺 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 品牌 | 广顺物资 |
| 产地 | 聊城 |
| 类型 | 无缝钢管 |
| 材质 | 20# |
| 可定制 | 是 |





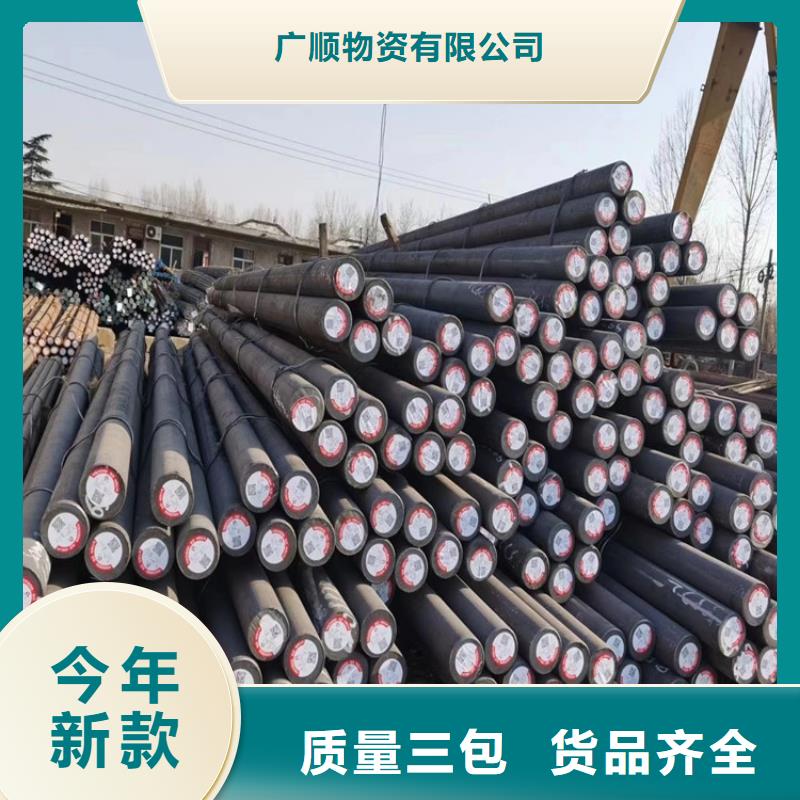
广顺物资 有限公司不仅在发 河南驻马店30CrMo合金钢管市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。


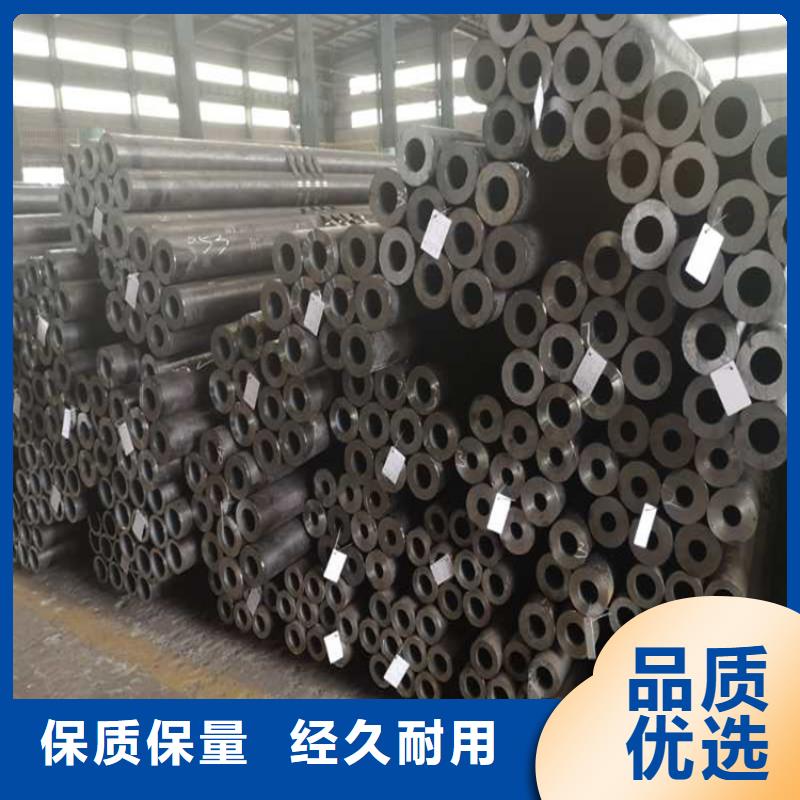
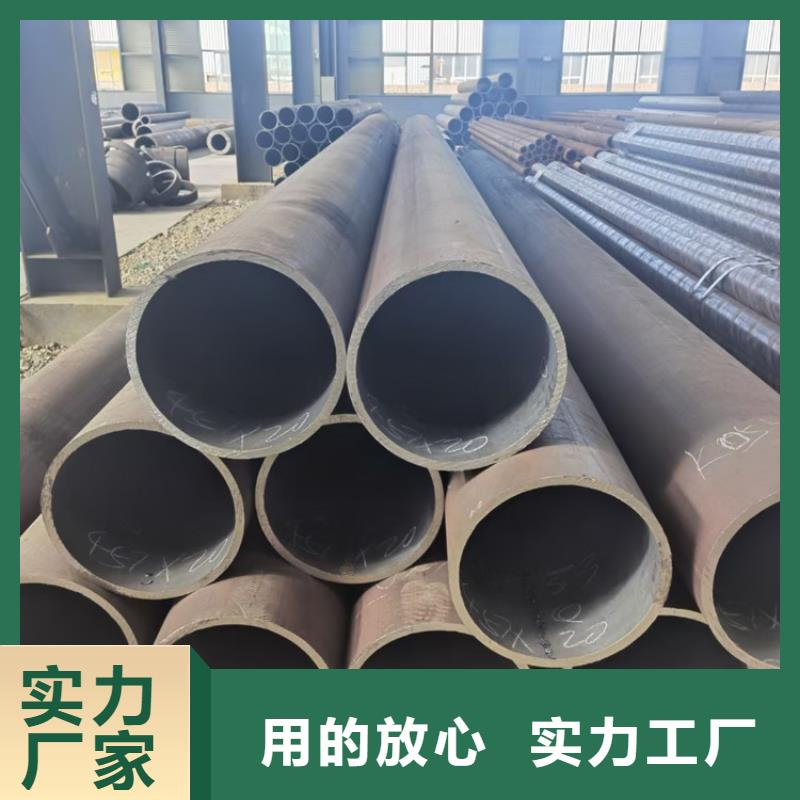
无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。该类产品设备价值、生产成本均偏高,因此导致价格偏高,市场价格均比焊接钢管高1000-2500元。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。目前可以承接美国ASTM A53、德国DIN、日本JIS、美国石油学会API Spec 5L等各种标准的焊接钢管,热扩钢管是指钢管中频加热后利用模具扩径生产的钢管,该成形方式母材既可用无缝钢管,也可用焊接钢管(需要除去内焊缝),特点为母材灵活、产量高、耗能大、成本低。[]目前还没有热扩钢管相关标准,一般执行GB/T8163-1999标准。本公司拥有2套热扩生产线,一条为219-325mm生产线,一条为325-630生产线。



调直弯箍同步运行 调直,计米,切断,弯箍,一次成型。在弯箍同时,调直系统一直在不停机下料,备料,落料,从而实现调直、弯箍两不误。成品箍筋整齐排列,落在接料杆上,无需专人用手接料或去地面捡拾箍筋,大大降低了工人劳动强度,节约企业运行成本 设计箍筋钩自动对齐装置和防止大形状箍筋在弯曲过程中甩弯变形。该机广泛应用于建筑工地、箍筋配送中心、钢材销售部、高速公路、铁路、水利建设等领域;是目前市场上经济实用,性价比高,理想的箍筋加工设备无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。


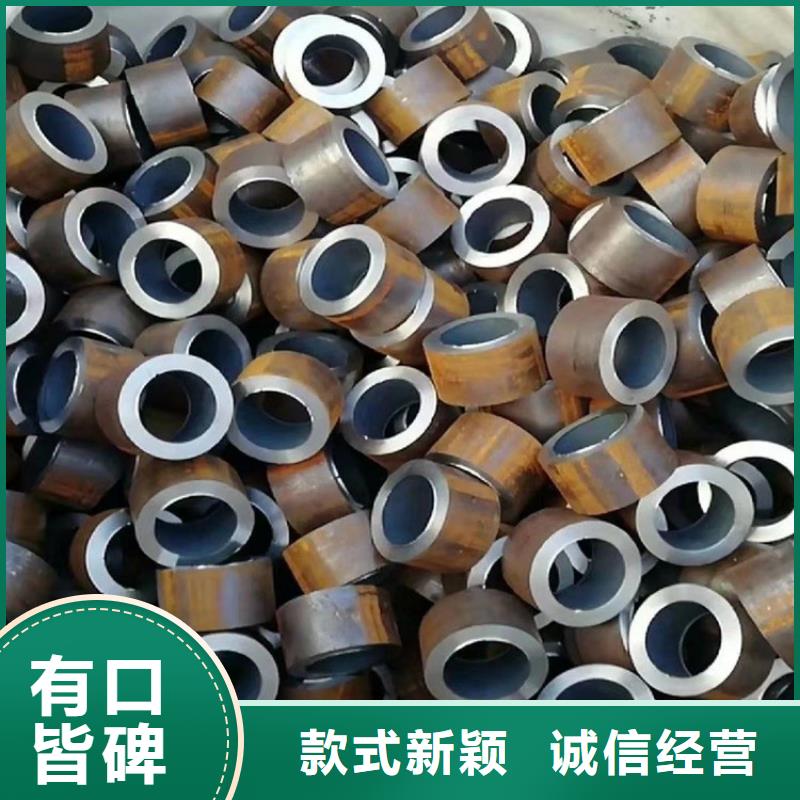
无缝钢管焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面无缝化钢管 无缝化钢管知识解释如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。





