



不要犹豫,点击播放我们的螺旋管09CuPCrNi-A钢管专业厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:螺旋管09CuPCrNi-A钢管专业厂家的图文介绍

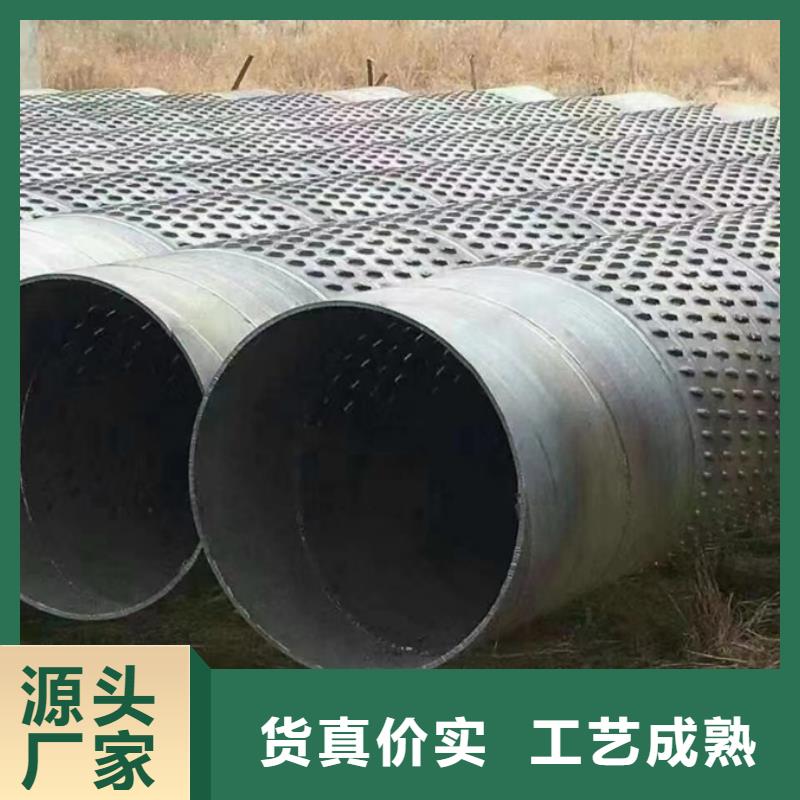
云南丽江16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)云南丽江16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,带颈对焊法兰颈部坡度取10


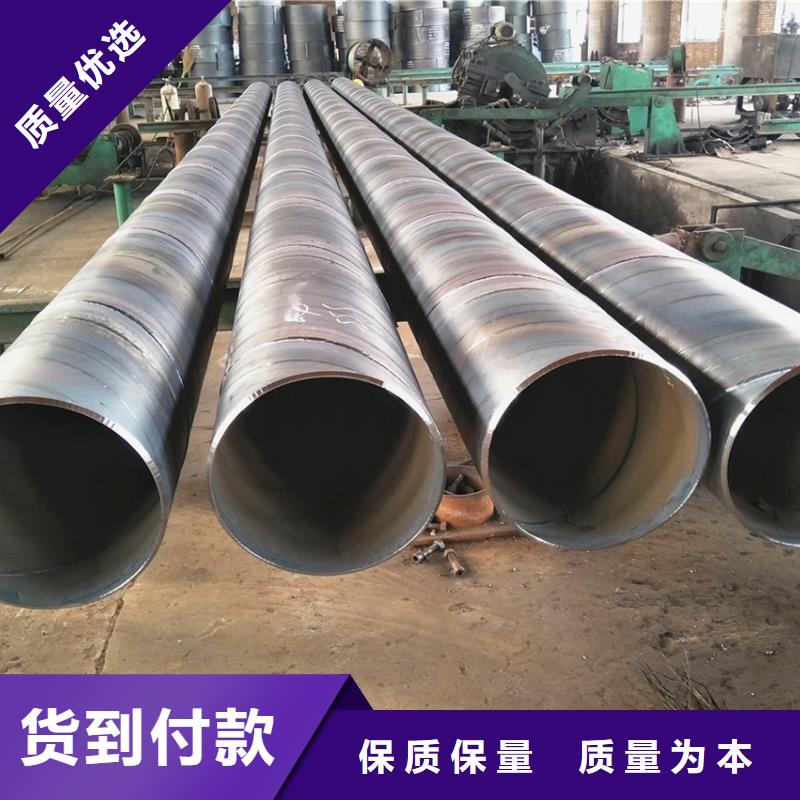
二. 云南丽江防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。



页面所展示的 云南丽江ND角钢产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。


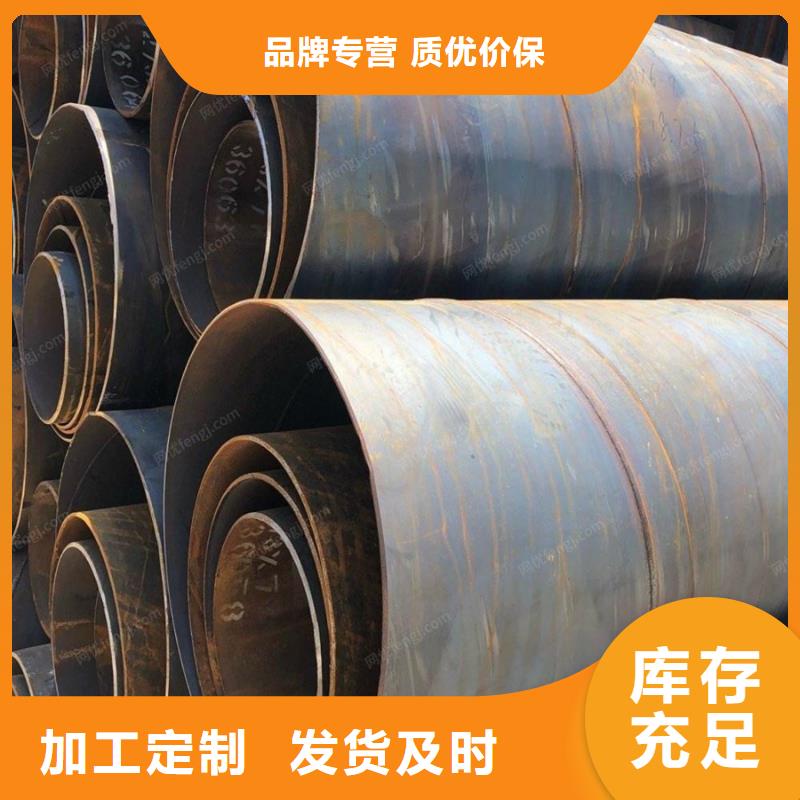
1.云南丽江Q355B螺旋管鼓胀法 一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法 。 2.云南丽江Q355B螺旋管锻压法保温螺旋钢管 用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。 3.云南丽江Q355B螺旋管弯曲成形法 有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 4.云南丽江Q355B螺旋管冲压法 在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。



